海绵切割机控制器的工作原理
我们都知道,数控异形海绵切割机的控制器是采用数控切割系统控制,也就是通过可编程控制器控制整个设备的运转,从而达到切割各种图形的目的。

可编程控制器(简称PLC)有两个工作要点:入出信息变换、可靠物理实现,入出信息变换主要由运行存储于PLC内存中的程序实现。这种程序既有系统的(这种程序又称监控程序,或数控操作系统),又有用户的。系统程序为用户程序提供编辑与运行平台,同时,还可以进行必要的公共处理,如自检,I/O刷新,与外设、上位计算机或其它PLC通讯等的处理工作。用户程序由用户按照控制的要求进行设计。需要什么样的控制方式,就有什么样的用户程序。
可靠物理实现主要通过输入(I, INPUT)及输出(O, OUTPUT)电路。每一个输入点或输出点就有一个I或O电路。而且,总是把若干个这样电路集成在一个模块(或箱体)中,然后再由若干个模块集成为PLC完整的I/O系统(电路)。尽管这些模块相当多,占了PLC体积的大部分,但由于它们都是由高度集成化的,所以,PLC的体积还是不太大的。
输入电路时刻监视着输入点的(通、ON或断、OFF)状态,并将此状态暂存于它的输入暂存器(还可能有别的称谓)中。每一输入点都有一个与其对应的输入暂存器。
输出电路有输出锁存器(还可能有别的称谓)。它也有两个状态,高、低电位状态,并可锁存。同时,它还有相应的物理电路,可把这个高、低电位的状态传送给输出点。每一输出点都有一个与其对应的输出锁存器。
这里的输入暂存器及输出锁存器实际是PLC的I/O电路的寄存器。它们与PLC内存交换信息通过PLC I/O总线及运行PLC的系统程序实现。
把输入暂存器的信息读到PLC的内存中,称输入刷新。PLC内存有专门设有的存放输入信息的映射区。这个区的每一对应位(bit)称为输入继电器,或称软触点,或称为过程映射输入寄存器(the process-image input register)。这些位(bit)置成1,表示触点通,置成0为触点断。由于它的状态是由输入刷新得到的,所以,它反映的就是输入点的状态。
输出锁存器与PLC内存中的输出映射区也是对应的。一个输出锁存器也有一个内存位(bit)与其对应,这个位称为输出继电器,或称输出线圈,或称为过程映射输出寄存器(the process-image output register)。通过PLC I/O总线及运行系统程序,输出继电器的状态将映射给输出锁存器。这个映射的完成也称输出刷新。
PLC除了有可接收开关信号的输入电路,有时,还有接收模拟信号的输入电路(。只是后者先要进行模、数转换,然后,再把转换后的数据存入PLC相应的内存单元中。
如要产生模拟量输出,则要配有模拟量输出电路(称模拟量输出模块或单元)。靠它对PLC相应的内存单元的内容进行数、模转换,并产生输出。
这样,用户所要编的程序只是,PLC输入有关的内存区到输出有关的内存区的变换。这是一个数据及逻辑处理问题。由于PLC有强大的指令系统,编写出满足这个要求的程序是完全可能的。
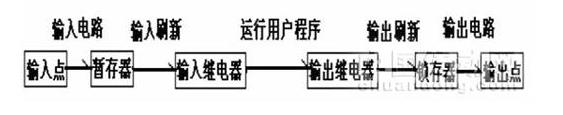
上图对以上叙述作了说明。其中框图代表信息存储的地点,箭头代表信息的流向及实现信息流动的手段。这个图,既反映了PLC实现控制的两个基本要点,同时也反映了信息在PLC中的空间关系。
简单地说,PLC工作过程是:输入刷新---运行用户程序---输出刷新,再输入刷新---再运行用户程序---再输出刷新⋯⋯永不停止地循环反复地进行着。
图2所示的流程图反映的就是上述过程。它也反映了信息间的时间关系。

a- 简化工作流程图 b – 实际工作流程图
上图 PLC工作流程图
有了上述过程,用PLC实现控制显然是可能的。因为:有了输入刷新,可把输入电路监视得到的输入信息存入PLC的输入映射区;经运行用户程序,输出映射区将得到变换后的信息;再经输出刷新,输出锁存器将反映输出映射区的状态,并通过输出电路产生相应的输出。又由于这个过程是永不停止地循环反复地进行着,所以,输出总是反映输入的变化。由于PLC的工作速度很快,所以,这个“略有滞后”的时间是很短的,一般也就是几毫秒、几十毫秒,也不会超过100到200毫秒。
监视循环时间的目的是避免切割系统用户程序“死循环”,保证PLC能正常工作。为避免用户程序“死循环”的办法是用“看门狗”(Watching dog),即设一个定时器,监测用户程序的运行时间。只要循环超时,即报警,或作相应处理。
外设服务是让PLC可接受编程器对它的操作,或向编程器输出数据。
通讯处理是数控海绵切割机床实现与计算机,或与其它PLC,或与智能操作器、传感器进行信息交换的。这也是增强PLC控制能力的需要。
也就是说,实际的PLC工作过程总是:公共处理——I/O刷新——运行用户程序——再公共处理——⋯反复不停地重复着。
以上也就是数控海绵切割机中控制器的相关介绍内容,如您有更多关于数控海绵切割设备的疑问和问题,可来电详询我司技术人员。